

 ar
ar en
en ru
ru es
es






V & T العاكس في صناعة الأدوات الآلية
أولا وصف المنتج
سلسلة العاكس V5 و V6 عبارة عن عاكس للتحكم في القوة الموجهة عالي الأداء. تم اعتماد تقنية التحكم في ناقل الحركة غير المستشعر للسرعة المتزامنة مع التكنولوجيا العالمية الرائدة حاليًا للمنتج الذي لا يتم توفيره فقط بنفس أداء التحكم الممتاز مثل محول التردد الدولي المتطور ، ولكنه يجمع أيضًا بين خصائص التطبيق - زيادة تكثيف موثوقية المنتج والبيئة القدرة على التكيف.
إن العاكس V&T ذو عزم الدوران الكبير عند التردد المنخفض والتسارع والتباطؤ السريع ، يحقق استجابة سريعة وينطبق على خصائص تطبيق صناعة أدوات الماكينة - تلبية متطلبات تقنية المعالجة لجهاز الماكينة وتحسين كفاءة المعالجة.
ثانيًا. نوع الصناعة والميزة
نوع محاضرة الصناعة
تم اعتماد تقنية التحكم في ناقل السرعة المتقدمة بدون مستشعر السرعة لمحول التردد من سلسلة V5 و V6. تحت التحكم في ناقل الحلقة المفتوحة , 0.25 هرتز يمكن أن يوفر عزم دوران 180 درجة مئوية و ± 0.2 درجة دقة استقرار السرعة. يمكن أن يوفر التحكم في ناقل الحلقة المغلقة , 0Hz 180٪ عزم دوران بدء التشغيل و ± 0.02 % دقة استقرار السرعة. يمكن أن يحقق سرعة استجابة سريعة جدًا لمحرك المغزل لتحقيق بدايته السريعة والتوقف السريع. خاصة بالنسبة للمحرك الذي يعمل بتردد منخفض ، فإن سرعته في البدء والتوقف أكثر وضوحًا.
يجب اختيار عاكس سلسلة V5 - H مع التحكم في القوة الموجهة 1 ووضع التحكم في ناقل الحركة 2 ، لأداة الماكينة العامة لأداء معالجة قطعة العمل ، مع قوة قطع ثابتة وكبيرة.
تتطلب عمليات التنصت بالصلابة وصناعات معالجة الخيوط الأخرى دقة عالية في سرعة المعالجة وقوة نقر كبيرة. تم اعتماد العاكس V6-H كآلية تشغيل ؛ يمكن أن ترضي مطالب مثل هذه الصناعات بشكل يستحق الثناء.
لآلة النقش والطحن عالية السرعة مع تردد تشغيل يتجاوز 300 هرتز ، محرك عاكس V5 –H – H3 لآلة نقش وطحن عالية السرعة يجب اعتماده ، والذي يدعم الحد الأقصى لتردد الإخراج حتى 3200 هرتز.
عندما تقوم الآلة بالنقش والطحن بسرعة عالية أو مملة للوحة PCB ، تكون سرعة المغزل مستقرة ، ولن تكون في حالة إيقاف التتبع وسرعة السقوط ، مما يحسن إلى حد كبير معدل تأهيل المنتجات المصنعة.
إنها تتطلب عزم دوران كبير للغاية ولا توقف عند قطع أداة الآلة لقطع الشغل بتردد منخفض. يجب اختيار عاكس سلسلة V6 – H ويجب أن يكون المشفر ضروريًا لأداء وضع التحكم في ناقل الحلقة المغلقة. تحت التحكم في ناقل الحلقة المغلقة ، تكون دقة تثبيت السرعة 10 مرات من وضع التحكم في ناقل الحلقة المفتوحة تلبية متطلبات معالجة مغزل الماكينة عند التردد المنخفض والقطع الثقيل.
تحقق منتجات سلسلة V6 – H – M0 زاوية الاتجاه ، 8 زوايا على الأكثر عند الاختيار من خلال المحطة. إذا كانت هناك حاجة إلى أكثر من 8 زوايا ، فيمكن تحقيق ذلك عن طريق الاتصال لتلبية متطلبات التقنيات الخاصة بالآلات المختلفة. تحت حالة التشغيل 0 هرتز ، يبقى المغزل بدقة في الزاوية الصحيحة. يحافظ المغزل على عزم دوران كبير جدًا دون تغيير زاوية المغزل.
سلسلة المغزل V6-H-M1 يمكن للعاكس تحقيق وظيفة التحكم في تحديد المواقع البسيطة وإرضاء تطبيق بعض الصناعات الراقية الخاصة.
تردد الخرج القياسي للمنتجات من سلسلة V6 - H يصل إلى 300 هرتز. إذا تجاوز تردد الخرج 300 هرتز تحت التحكم في متجه الحلقة القريبة ، فيجب اختيار المنتجات غير القياسية من السلسلة V6 –H – M3 التي يصل تردد خرجها إلى 500 هرتز ؛ يمكنها أيضًا تحقيق الاتجاه بزاوية تعسفية ، مما يلبي نطاقًا أكثر اتساعًا لضبط السرعة لأداة الماكينة.
ميزة الصناعة
|
عزم دوران كبير عند التردد المنخفض |
بالمقارنة مع العلامات التجارية المماثلة ، يتم توفيرها بقوة قطع أكبر وعمق قطع ، ويمكن أن تحسن الكفاءة والقدرة الإنتاجية. |
|
ردفعل سريع |
مع وقت التسارع والتباطؤ الأسرع ، يمكن أن تصل إلى 0.1 ثانية في أقرب وقت وتحسين كفاءة إنتاج أداة الماكينة |
|
سرعة ثابتة |
تحت التحكم في ناقل الحلقة المفتوحة ، يمكن أن تصل دقة تثبيت السرعة إلى 0.2 ٪ ويمكن أن تحسن دقة المعالجة بشكل فعال |
|
قدرة ممتازة على التيار والجهد |
مع قوة فائقة ضد الصدمات المفاجئة وقدرات الحمل الزائد ، يتم تزويده بالتحكم الدقيق في الحلقة الحالية. أثناء حمل الصدمة أو إنفلونزا شبكة الطاقة ctuation والاضطرابات الخارجية الأخرى العاكس ليس من السهل الخروج للحماية ، مما يضمن بشكل أفضل التشغيل المستقر المستمر لمعدات الإنتاج. |
|
تصميم مضغوط |
مع التشكل المضغوط ، فهي مناسبة بشكل خاص لكونها متنوعة مع أداة الآلة ، وتوفير التكلفة وتحسين القدرة التنافسية للمنتج |
|
وظيفة مؤازرة بسيطة |
الاتجاه بزاوية عشوائية ، والزاوية دقيقة |
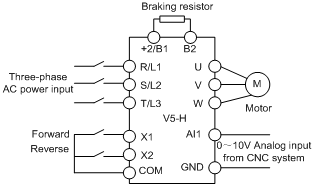
ثالثا. مخطط الأسلاك تحت التحكم في الحلقة المفتوحة لنظام CNC

رابعا. إعداد كود الوظيفة
أولاً ، يجب فصل المحرك عن الحمل ، وإدخال معلمات المحرك لأداء الضبط التلقائي لمعلمة الدوران. بعد الضبط التلقائي ، يجب تعيين المعلمات على النحو التالي:
|
P0.03 = 4 متجه تحكم 2 بدون تغذية راجعة لسرعة المشفر |
|
P0.04 = 1 مرجع السرعة من خلال AI1 التناظري |
|
P0.06 = 1 تشغيل مرجع الأوامر من خلال المحطة |
|
P0.08 = 1 وقت التسارع ثانية واحدة |
|
P0.09 = 1 وقت التباطؤ هو ثانية واحدة |
|
P0.11 = 187 مكسيم تردد الإخراج أم هو 187 هرتز |
|
P0.13 = 187 الحد الأعلى للتردد هو 187 هرتز |
|
P3.09 = 0 تم تمكين التشغيل العكسي |
|
P5.00 = 2 X1 وظيفة طرفية للأمام |
|
P5.01 = 3 X2 وظيفة طرفية معكوسة |
|
P5.02 = تمت إعادة تعيين الوظيفة الطرفية 20 X3 |
|
PA.09 = تم تمكين وحدة فرملة واحدة |
|
Pd.33 = 0 معامل تعويض الحد من عزم الدوران لمنطقة القدرة الثابتة هو 0 |
V. نتيجة التباين مع علامة تجارية دولية معينة تحت التحكم في ناقل الحلقة المفتوحة
|
ماركة العاكس |
وقت بدء التشغيل |
وقت التوقف |
|
عاكس لعلامة تجارية دولية معينة |
7 ثوانى onds |
6.8 ثواني |
|
محول V&T |
5 ثوان |
3.2 ثانية |
ملاحظة: وقت الاختبار أعلاه هو وقت تسريع المغزل من o إلى 4000 دورة في الدقيقة والتباطؤ من 4000 دورة في الدقيقة إلى 0 ، وتردد تشغيل المحرك 200 هرتز ومقاوم الكبح المتصل خارجيًا 1.8 كيلو واط. 50Ω.
Ⅵ. الرسالة
ينمو V & T CNC VFD Inverter بسرعة على تطبيق CNC بفضل أدائه المتميز وفعالية التكلفة الفائقة ، ويمكن أن يحل محل العلامة التجارية الدولية تمامًا بل ويمثل أداءً أعلى من العلامة التجارية الدولية. لا يمكن فقط تلبية متطلبات النظام المخصص - ولكن أيضًا توفير تكلفة العميل وتحقيق المزيد من الفوائد للعملاء.
السابق :
محولات V & T في صناعة إطارات الغزلالتالي :
آلة رفع الألغام 3-8th Floor, Tower 2, Zhiyan lnnovation Building, Yutang Street, Tianliao Community, Guangming District, Shenzhen, Guangdong Province, China.
3-8th Floor, Tower 2, Zhiyan lnnovation Building, Yutang Street, Tianliao Community, Guangming District, Shenzhen, Guangdong Province, China.
 Ms. Nina
Ms. Nina





إذا كنت مهتمًا بمنتجاتنا وترغب في معرفة المزيد من التفاصيل , يرجى ترك رسالة هنا , وسنرد عليك في أقرب وقت ممكن .
حقوق النشر © 2026 Shenzhen V&T Technologies Co.,Ltd.. كل الحقوق محفوظة. طاقة من

دعم شبكة IPv6


